
Comprehensive Guide to OEM Suppliers & Manufacturers for Food Industry Conveyor Belts
In the dynamic field of food processing, having the right equipment is essential. Our high-quality Food Industry Conveyor Belt is specifically engineered for factories that require dependable and efficient solutions. These conveyor belts not only boost productivity but also uphold necessary safety and hygiene standards in food handling. With competitive discounts available for bulk orders, equipping your facility is now more affordable. Manufactured by JIANGSU HUADA METAL MESH BELT CO., LTD., each product guarantees exceptional value and exceptional performance. Ideal for diverse applications from bakeries to meat processing, our conveyor belts are customizable to meet your specific needs. Investing in our conveyor belts will enhance your operational efficiency and improve your financial outcomes. Elevate your production process with us!
10 tips Food Industry Conveyor Belt Ahead of the Curve Now Trending
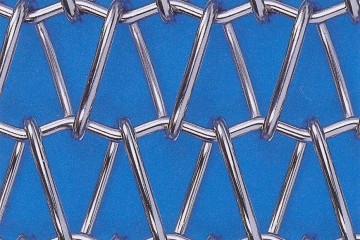
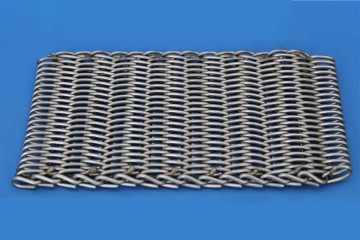
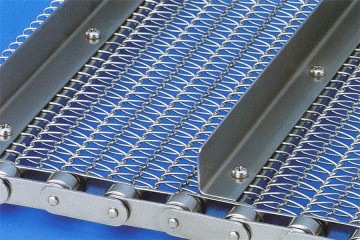
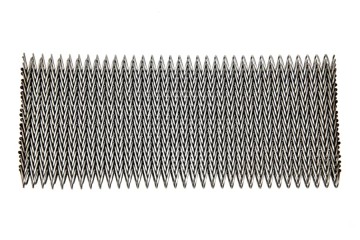
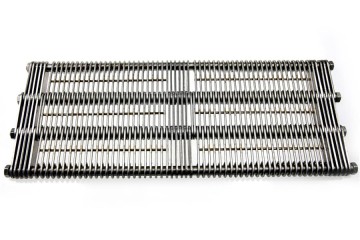
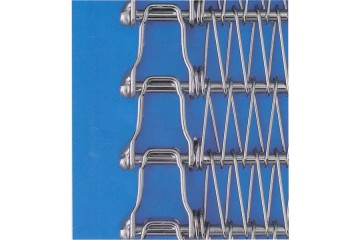
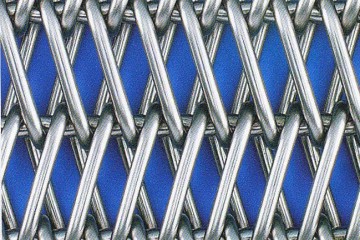
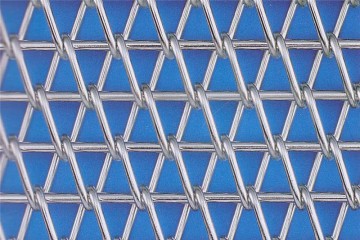
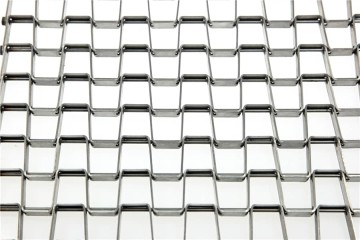
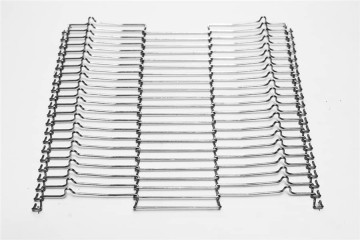
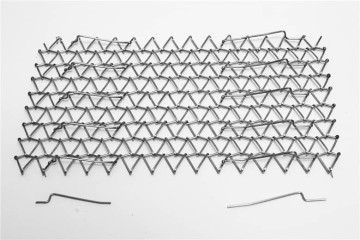
In the fast-evolving food industry, staying ahead of the curve is crucial for ensuring efficiency and maintaining product quality. As the world increasingly focuses on sustainable food production, the demand for innovative solutions like conveyor belts has surged. At JIANGSU HUADA METAL MESH BELT CO., LTD., we recognize this trend and are proud to present our precision-engineered wire Mesh Belts and chain-driven systems that cater to the unique needs of food processing sectors. Our ISO 9001 and CE certified production facilities allow us to deliver high-quality conveyor solutions that meet international standards. With a footprint in over 20 countries across five continents, we leverage state-of-the-art technology to enhance operational efficiency while ensuring compliance with stringent food safety regulations. The latest designs not only improve throughput but also minimize contamination risks, making our belts an ideal choice for progressive food manufacturers looking to optimize their processes. As the food industry adapts to changing consumer preferences and regulatory landscapes, incorporating quality-driven innovations like HUADA's conveyor systems can significantly impact operational success. Explore how our leading-edge solutions can support your business in navigating these trends, maximizing productivity, and securing a competitive edge in this dynamic market. Join us on this journey towards enhancing food processing efficiency together.
10 Tips Food Industry Conveyor Belt Ahead of the Curve Now Trending
| Tip | Description | Benefits | Implementation Time |
|---|---|---|---|
| 1. Automated Systems | Integrate automated conveyor systems for efficiency. | Increased speed and reduced labor costs. | 3-6 months |
| 2. Hygiene Standards | Maintain top hygiene standards with stainless steel belts. | Enhanced food safety and compliance. | 1 month |
| 3. Smart Monitoring | Use IoT for real-time monitoring of conveyor systems. | Immediate issue detection and reduced downtime. | 1-2 months |
| 4. Energy Efficiency | Implement energy-efficient motors for conveyors. | Lower energy costs and carbon footprint. | 2-4 months |
| 5. Customization Options | Tailor conveyor systems to individual production lines. | Optimized workflow for diverse products. | 3-5 months |
| 6. Regular Maintenance | Schedule routine maintenance checks. | Preventative measures reduce failures. | Ongoing |
| 7. Safety Features | Install safety barriers and emergency stops. | Improved workplace safety for employees. | 1 month |
| 8. Employee Training | Provide training on new technologies. | Higher efficiency and reduced operational errors. | 1-2 months |
| 9. Track Production Metrics | Implement systems to track key performance indicators. | Data-driven decisions enhance productivity. | 2-3 months |
| 10. Market Trends Adaptation | Stay updated with industry trends. | Adapt products to meet consumer demands. | Ongoing |

Top 3 Food Industry Conveyor Belt Your Trusted OEM Partner Products





B
Barbara Jackson
Impressive product durability! The professionalism of the service team made all the difference.
09 May 2025
F
Frank Turner
Quality is unmatched! The after-sales support team is reliable and incredibly professional.
21 June 2025
D
Daniel Scott
The quality is fantastic! The after-sales staff handled everything with a high level of proficiency.
03 June 2025
L
Linda Scott
Thrilled with the product! The professionalism of the support staff raised the bar for service.
08 May 2025
L
Laura Harris
Outstanding purchase! The quality is evident, and the after-sales support was incredible.
20 May 2025
M
Mia Carter
Outstanding quality! The professionalism of the after-sales staff is commendable.
21 June 2025